Chắc hẳn máy chấn không còn xa lạ với mọi người trong lĩnh vực gia công cơ khí. Nhưng trong sản xuất, việc sử dụng phương pháp chấn như nào cho hiệu quả tốt nhất, luôn là một bài toán mà các bác chủ doanh nghiệp luôn tìm hiểu để giải quyết. Hôm nay, mời mọi người cùng Automech tìm hiểu hiện nay có các phương pháp chấn phổ biến như nào, ưu nhược điểm cho từng phương pháp đó.
Hiện nay, có 2 phương pháp chấn phổ biến nhất là: Air bending (Chấn không chạm đáy) và Bottom bending (Chấn chạm đáy cối)
1. Air bending- Chấn không chạm đáy cối:
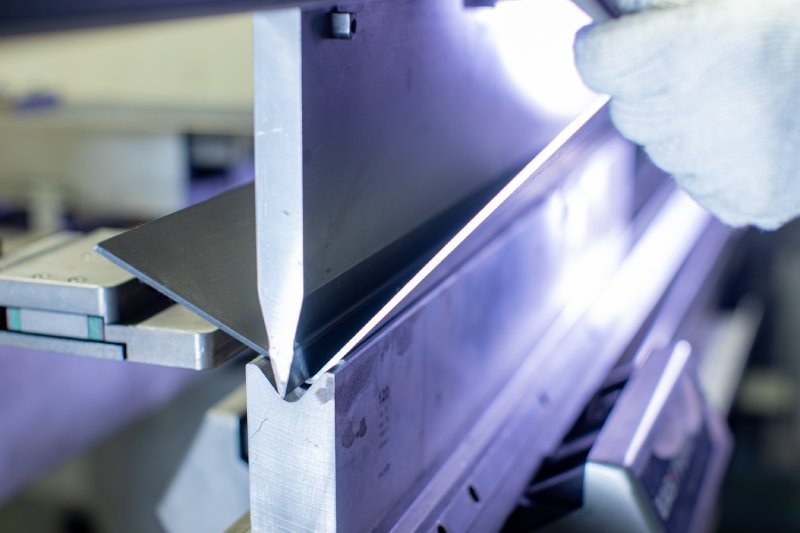
Air bending là gì? Air bending hay chấn không chạm đáy cối là dạng chấn tấm kim loại không được ép hoàn toàn vào cối trong quá trình chấn. Thay vào đó, như hình trên, còn lại nhiều khe hở giữa tấm phôi và cối. Với dạng air bending chỉ có 3 điểm tiếp xúc trong quá trình chấn: Mỗi điểm ở 2 bên cối V và điểm tiếp xúc với dao chấn.

Vì tấm phôi không được ép vào đáy cối nên hình dạng của cối không xác định được góc chấn. Thay vào đó, độ sâu mà phôi được ép bên trong cối xác định góc chấn.
Với chấn không chạm đáy, cùng một bộ dao cối có thể được sử dụng để đáp ứng nhiều bán kính và góc chấn khác nhau. Bất kỳ bán kính và góc nào phù hợp với biên dạng dao và độ sâu đều có thể đạt được. Và có thể chấn đa dạng các vật liệu khác nhau.
Một khó khăn chung với chấn không chạm đáy là các tấm phôi có độ đàn hồi cao hơn so với các phương pháp chấn khác. Các tấm phôi có thể đàn hồi trở lại hình dạng ban đầu khi chấn.
Ưu điểm của Air bending- chấn không chạm đáy cối:
- Không cần trang bị nhiều hoặc thay đổi các bộ dao cối để tạo ra các góc chấn khác nhau. Tiết kiệm được nhiều thời gian và chi phí sản xuất.
- Có thể chấn được hầu hết các vật liệu và độ dày khác nhau.
- Chấn nhanh hơn so với chấn chạm đáy (Bottom bending).
- Cần ít lực chấn hơn khi vận hành- yêu cầu máy chấn có cấu hình lực chấn thấp hơn, tiết kiệm chi phí đầu tư máy.
- Ít tiếp xúc với dao cối hơn, dẫn đến ít hư hỏng bề mặt. Bền cho dao cối hơn.
Nhược điểm của Air bending- chấn không chạm đáy cối:
- Chỉnh góc chấn khó hơn các phương pháp khác.
- Phôi dễ bị đàn hồi lại hình dạng ban đầu.
- Yêu cầu phải sử dụng máy chấn có độ chính xác cao và quy chuẩn được phôi đầu vào.
2. Bottom bending- Chấn chạm đáy cối.
Bottom bending là gì? Bottom bending hay chấn chạm đáy cối về nguyên lý cũng dùng dao cối hình chữ V giống như air bending. Điều khác biệt là dao được sử dụng để đẩy hoàn toàn tấm phôi vào cối nhằm tạo ra góc độ chấn. Bottom bending (hay còn gọi là chấn chạm đáy cối) có tên như vậy vì tấm phôi bị ép xuống đáy cối. Áp lực cao hơn được sử dụng và tấm phôi tiếp xúc hoàn toàn với dao và cối.
Vì vật liệu được ép vào dao cối nên dao cối được sử dụng sẽ xác định góc chấn đạt được. Với chấn chạm đáy cối, bạn phải thay đổi cối để đạt được góc chấn khác. Đây là khác hoàn toàn với air bending vì dao có thể được đẩy đến một độ sâu khác trong cối.
Việc ép hoàn toàn phôi trong dao cối dẫn đến độ đàn hồi ít hơn và tạo ra các góc chính xác hơn. Điểm bất lợi lớn là mỗi bán kính chấn cong mới yêu cầu bộ cối khác nhau, có nghĩa là phải hoán đổi nó theo cách thủ công trên máy. Máy móc cũng chịu nhiều áp lực hơn trong quá trình sản xuất.
Ưu điểm của Bottom bending- chấn chạm đáy cối:
- Góc chính xác hơn so với air bending.
- Ít đàn hồi hơn so với air bending.
- Có thể sử dụng máy chấn cũ hơn, có độ chính xác thấp hơn.
Nhược điểm của Bottom bending- chấn chạm đáy cối:
- Cần có các bộ cối riêng cho các góc chấn khác nhau – điều này có nghĩa là đầu tư nhiều tools hơn và thay đổi tools nhiều hơn.
- Đòi hỏi nhiều áp lực lên máy chấn hơn là air bending.
- Tiếp xúc với dao và cối có thể để lại vết trên sản phẩm.
- Quá trình này diễn ra chậm hơn vì áp lực lớn hơn.
Khi nào nên sử dụng air bending- chấn không chạm đáy cối.
Nói chung, chấn không chạm đáy cối phù hợp hơn với các hoạt động sản xuất trong đó độ chính xác ít quan trọng hơn và việc có thể sản xuất đa dạng các sản phẩm khác nhau dễ dàng nhất. Nếu bạn cần sản xuất hàng loạt các sản phẩm, chấn ra các sản phẩm có góc khác nhau hoặc tiết kiệm chi phí trong sản xuất thì air bending thường là tốt nhất.
Khi độ chính xác không còn quan trọng
Air bending thích hợp khi không cần độ chính xác cao. Với air bending, thường có mức độ chính xác thấp hơn trong các lần chấn, nhưng lại dễ dàng chấn các góc độ khác nhau dễ hơn so với Bottom bending. Bottom bending đảm bảo độ chính xác vì việc ép một tấm phôi vào hình dạng của cối cao hơn. Với air bending, sai số liên quan tới máy móc và vật liệu, có thể khoảng ± 0,5°.
Phương pháp này có thể gặp nhiều khó khăn hơn trong việc tính toán sự biến đổi của vật liệu và trong từng quá trình chấn khác nhau. Tuy nhiên, vẫn đạt được nhiều hiệu quả tốt hơn nhiều so với chấn chạm đáy khi không yêu cầu cao về độ chính xác.
Để sản xuất nhanh hơn
Air bending- chấn không chạm đáy cối rất tốt cho quá trình sản xuất nhanh hơn.
Trước hết, quá trình hoàn thành air bending nhanh hơn quá trình hoàn thành Bottom bending. Phôi không cần phải được ép hoàn toàn vào cối, cần ít áp lực và thời gian hơn để hoàn thành việc chấn.
Cũng có thể tạo nhiều chấn uốn với cùng một tools và máy chấn. Thay vì thay đổi dao, cối chỉ cần được ép vào cối ở độ sâu khác để tạo ra góc chấn khác. Điều này giúp tiết kiệm thời gian thiết lập vì cối và máy chấn không cần phải thay đổi cho các góc chấn khác nhau.
Giảm chi phí và sản xuất dễ dàng hơn
Các lợi ích khác mà air bending mang lại là giảm chi phí và giảm số lượng dụng cụ và bảo trì máy móc cần thiết. Air bending cũng có thể được sử dụng khi người vận hành cần kiểm soát góc chấn trong quá trình chấn. Nó cũng hữu ích khi sử dụng ít lực uốn hơn trên một vật liệu cụ thể.
Khi nào nên sử dụng bottom bending- chấn chạm đáy cối.
Lợi ích chính mà việc chấn chạm đáy cối mang lại là mức độ chính xác cao hơn nhiều. Đây là lợi ích lớn nhưng quá trình sản xuất lại khó khăn hơn.
Độ chính xác cao hơn
Bottom bending tạo ra những đường chấn đẹp và chính xác. Khi độ chính xác của các góc chấn là quan trọng và cần tránh sự đàn hồi của phôi trong quá trình sản xuất thì việc chấn chạm đáy cối là thích hợp hơn.
Tính linh hoạt của máy
Một tình huống mà việc chấn chạm đáy cối rất hữu ích là trong các xưởng chỉ có sẵn máy chấn cũ hơn hoặc kém chính xác hơn. Mặc dù việc máy chấn cũ có thể thiếu độ chính xác của máy hiện đại hơn, nhưng dao cối có thể giúp bù đắp vì dao cối là bộ phận đảm bảo góc chấn cuối cùng chứ không phải bản thân máy.
Đến với Automech, không chỉ được trải nghiệm những máy hiện đại nhất, mà bạn có thể tìm hiểu được những kiến thức hữu ích. Giúp ích cho việc nâng cấp sản xuất dễ dàng.